MARPOSS測量儀以優異的性能對發動機設計進行有效支持。發動機缸體缸孔尺寸是發動機工藝控制關注重點之一,四缸機通用的發動機缸體缸孔加工工藝的主要步驟為粗鏜、精鏜及珩磨三個部分,其中缸孔精鏜因其加工精度時刻影響著發動機性能,成為缸體加工最關鍵的工序。因其加工零件本身特殊性,缸孔加工存在加工精度高、尺寸要求多樣等工藝難點。
1.某發動機缸孔加工尺寸要求
(1)缸孔直徑φ(69.655±0.01)?mm,深度118?mm。
(2)缸孔圓度0.008?mm,圓柱度0.015?mm,垂直度0.032?mm。
(3)經過珩磨后,缸孔表面的粗糙度要求為Rz=1.2~4.0?mm。
2.缸孔加工工藝流程
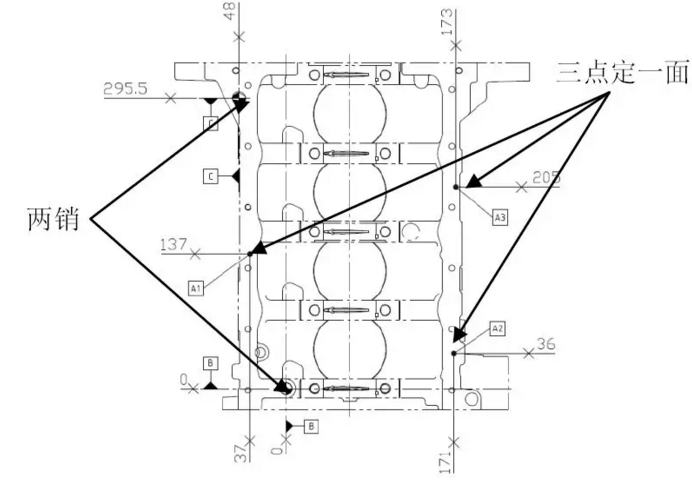
缸孔加工工藝流程如圖1所示,為保證缸孔加工精度及加工效率,缸孔加工基準選擇以底面作為定位第一基準,靠近后端工藝銷孔作為第二基準,以“一面兩銷”定位模式限制了缸體6個自由度,一面兩銷定位方式如圖所示。
為了保證缸孔精加工精度,一般而言不同的企業會有不同的工藝加工方式,本文主要探討的是缸孔精加工步驟中對加工中心完全自主的自動加工工藝展開質量控制方法及防錯方式探討。
缸孔尺寸控制及防錯方法優化
通過對工件加工尺寸影響的人、機、料、法、環五個方面做了全面的解析,認為缸孔漏加工及尺寸波動大主要受制于三個方面的影響:①當設備出現報警時,員工沒有正確判斷工件漏加工,沒有正確的工具讓員工判斷;②當設備出現加工至一半停止時,程序自動跳轉到下一個循環,未自動停止等待員工處理;③測量系統未能及時投入使用,讓尺寸出現波動時未能自主進行補償。針對以上三種影響,隨著技術不斷發展和成熟,目前我所在的車間所做出來的相應的防錯舉措如下。
1.工具控制及防錯
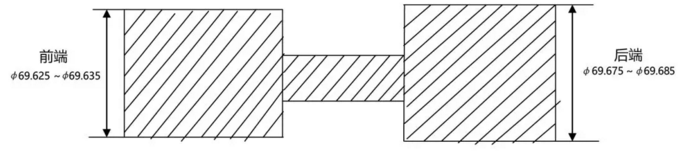
針對設備本身報警,工件從設備出來時存在漏加工情況,車間的員工、管理團隊集思廣益,根據通止規原理,制作了一個仿通止規防錯工具。用工具鋼車兩截外圓柱,安裝一個扶手柄,就是一個簡易的仿通止規防錯工具。工具圓柱的前端車到比缸孔下極限尺寸69.645?mm再小0.01~0.02?mm,工具圓柱的后端車到比缸孔上極限尺寸69.665?mm再大0.01~0.02?mm。在缸孔加工時,只要工件退出機床后,由操作者進行100%四個缸孔的防錯檢測,工具小端放得進缸孔且同時大端放不進缸孔則視為工件合格;工具小端放不到缸孔則缸孔異常,需要剔出返修。防錯工具如圖所示。
該工具簡單實用,使用之后,缸孔漏加工的情況基本消除。但在工具防錯使用過程中引發了問題:①工具使用久了會磨損引起誤判;②缸孔精鏜后殘留在缸孔壁上的鐵屑造成工件不干凈,影響到員工操作測量;③依靠人來執行的測量防錯終究不可靠,操作者會存在僥幸不測的情況;④存在工具變形損壞或者丟失的情況。
2.邏輯防錯
因工具防錯簡易方便,但不能根本杜絕工件漏加工,從問題產生根源解決問題才能將問題全部消除。針對工具防錯引發的問題,通過實際邏輯研究,對加工邏輯程序進行了優化和論證。加工程序防錯同樣達到防止工件缸孔漏加工的目的,同時淘汰了工具防錯和解決了工具防錯引發的問題。
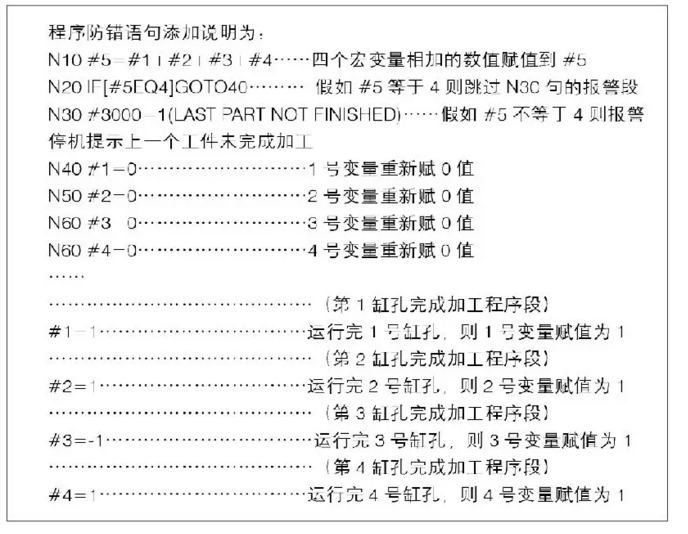
程序防錯的原理如圖4所示。在程序開始運行時,取1號、2號、3號及4號四個宏變量,分別代表4個缸孔,同時賦值為0,而在每完成一個缸孔鏜削后,相應的宏變量賦值為1。只有當四個缸孔都加工完后,1號、2號、3號及4號四個變量才會都變為1,那么四個變量相加則等于4。在1號、2號、3號及4號四個宏變量賦值變為0之前,只需要判斷四個變量之和是否等于4,若等于4,則說明上一個工件已經經過了4個缸孔的加工,若不等于4則說明有可能存在缸孔漏加工的情況,機床報警、停機并提醒操作者。
增加該邏輯防錯程序后,設備通過對自己程序段運行的自我校驗,起到了自我防錯的目的并大大減少了漏加工零件逃逸的可能性。防錯程序語句如圖所示。
3.測量系統防錯
由缸孔本身加工質量要求及加工工藝的特殊性,缸孔精鏜尺寸由精鏜刀片漲刀后的刀片旋轉切削半徑決定。精鏜刀片漲刀的旋轉切削半徑尺寸可以自動或者人工調節,通過扭動刀頭上的調節螺母實現漲刀尺寸也就是缸孔精鏜尺寸微量調整。
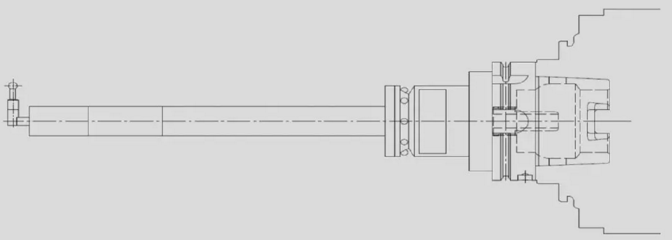
缸孔精鏜完成后,進行Marposs在線直徑測量。Marposs測頭是一個刀柄式的氣動檢具,其一系列測量動作由加工程序控制實現,Marposs在線測量系統對最后一個精鏜后的缸孔進行三個深度截面的精密氣動測量,測量數值顯示在線旁的Marposs測量顯示儀上。測頭結構如圖所示。
測頭通過預檢測量缸孔,根據測量結果測頭將輸出分為三種結果并調用相關子程序達到自我補償加工、自動停止及報警工件不在范圍內三個作用,簡而言之,三種結果為可調整范圍加工、合格加工停止及超出范圍報廢報警。
當測量缸孔平均值背離加工中值尺寸在20%的公差范圍外且未超出加工公差時,由程序控制精鏜刀進行調節。通過呼叫調整子程序,利用夾具背后的機械爪,抓住精鏜刀頭調節螺母,主軸旋轉,進行精鏜刀尺寸調節,使精鏜刀加工尺寸在加工下一件工件缸孔時朝中值尺寸靠攏。
當測量缸孔平均值背離加工中值尺寸在20%的公差范圍內時,程序默認精鏜尺寸控制良好,不必調整,程序結束,工件退出。
當測量缸孔平均值背離加工中值尺寸超出公差范圍時,設備報警,提示操作者測量超差公差范圍。
從測量結果的邏輯判斷可知,Marposs測量對缸孔精鏜尺寸的控制起到了重要作用,它可以補償刀片磨損對缸孔精鏜尺寸的影響,也可以防止崩刀對缸孔精鏜尺寸的影響,時時測量監控缸孔精鏜尺寸。
雖然能夠自主進行補償加工,Marposs測量缸孔的方式對缸孔加工尺寸的控制存在一定的缺陷,Marposs測量可以很好地控制缸孔精鏜尺寸的穩定性,但是對于缸孔漏加工并不能進行有效監控。且Marposs測量只對最后一個加工的缸孔進行測量,因為加工節拍的因素,不可能對工件上的四個缸孔都進行測量,那么當缸孔精加工尺寸的變異點不在最后一個缸孔時,Marposs缸孔測量就存在缸孔尺寸監控的缺陷漏洞。因此結合三種防錯一起,就能夠同時控制缸孔尺寸穩定性及漏加工的情況。
缸體缸孔加工作為發動機的核心尺寸控制部分一直是國內外汽車發動機生產研究的主要課題之一,通過簡易的防錯工具設計、設備自身加工邏輯程序防錯及測量系統防錯等多個防錯環節,可大大減少工件加工報廢的可能性,并能夠通過邏輯防錯和自我校驗達到批量控制尺寸穩定性的目的。未來對缸孔加工工藝,加工設備廠家將以記憶防錯來達到精密加工的目的,即每一件工件因其尺寸和外觀不同,設備本身會通過自身檢測判斷來對零件進行自動補償。相信不久的未來,缸孔加工也將迎來更先進的防錯績效。
MARPOSS,全球領先的精密測量儀器供應商。


 +86 0755 83233703
+86 0755 83233703







